

平顶山石膏板生产线设备
类别:
产品描述
石膏板设备的源头制作者——纳川NC石膏机械
年产能 :200万~6000万㎡。
燃料选项 : 木材类、煤、天然气或柴油及重油。
常规尺寸 :厚度:7-15毫米,宽度:900-1200-毫米,长度:1500-3000毫米
原材料 :生石膏粉、护面纸、改性淀粉、发泡剂、白乳胶、减水剂等
什么是石膏板? 石膏板,又称纸面石膏板(防潮、防水、防火等石膏板,是一种重量轻、强度高、厚度薄、加工方便、隔音、保温、防火的建筑材料。石膏板作为一种新型轻质板材,受到世界各国政府的广泛赞誉,应用于住宅、办公楼、商场、商店、酒店、工业厂房等各种建筑。
我们直接提供石膏板设备( 我们是专一设备制造厂 ),年产量从200万平方米到6000万平方米等。我们还负责整个石膏板生产线的设计、制造、加工、指导安装和调试、培训等。
我们的石膏板生产线设备可用于各种尺寸的石膏板,具体如下:厚度 : 7-15毫米
宽度 :900-1200毫米
长度 : 1500-3000毫米
- 普通纸面石膏板 ( 代号P )
- 防火纸面石膏板 ( 代号H )
- 防水纸面石膏板 ( 代号S )
石膏板生产线的相关参数
* 表1 尺寸偏差(单位:毫米)
项目 | 长度 | 宽度 | 厚度 | |
9.5 | ≥12 | |||
尺寸偏差 | -6~0 | -5~0 | ±0.5 | ±0.6 |
* 表2 面积密度
厚度/毫米 | 面积密度(千克/平方米) |
9.5 | 9.5 |
12 | 12 |
* 表3 突发载荷
板厚度/毫米 | 破断载荷 /N | |||
纵向的 | 横断面 | |||
平均的 | 最低限度 | 平均的 | 最低限度 | |
9.5 | 400 | 360 | 160 | 140 |
12 | 520 | 460 | 200 | 180 |
15 | 650 | 580 | 250 | 220 |
* 表4 1 ㎡石膏板的主要原材料消耗/平方米
不。 | 原材料 | 每平方米剂量 |
1 | 石膏粉 | 5.28公斤/平方米 |
2 | 水 | 3.69公斤/平方米 |
3 | 面纸 | 0.344公斤/平方米 |
4 | 淀粉 | 20克/平方米 |
5 | 发泡剂 | 3克/平方米 |
6 | 白色乳胶 | 4克/平方米 |
7 | 电 | 0.26千瓦时/平方米 |
为了满足客户的不同需求,纳川人为每一位客户提供一站式的解决方案服务,具体如下:
1.第一阶段——合同签订后
- 石膏板生产线的设计方案及相关配置。
- 石膏板生产线设备基础施工及指导。
- 定期更新设备制造进展。
- 生产线设备的工厂试安装。
- 包装和运输。
- 工程师会来指导安装调试,确保工厂能生产出高质量的石膏板。
- 培训工作人员。
2.第二阶段:石膏板厂建成投产后(含有偿服务):
- 一年保修(免费)
- 24小时在线快速回复(免费)。
- 技术团队每年在线服务(免费)。
- 设备终身免费提供技术升级服务。
- 终生持续供应备件/配件以制造成本收取费用。
- 我们可以根据工程师的实际需求为他们提供现场技术服务
- 工程师驻厂提供技术支持。
- 纳川人可以为合作伙伴提供永久有偿服务。
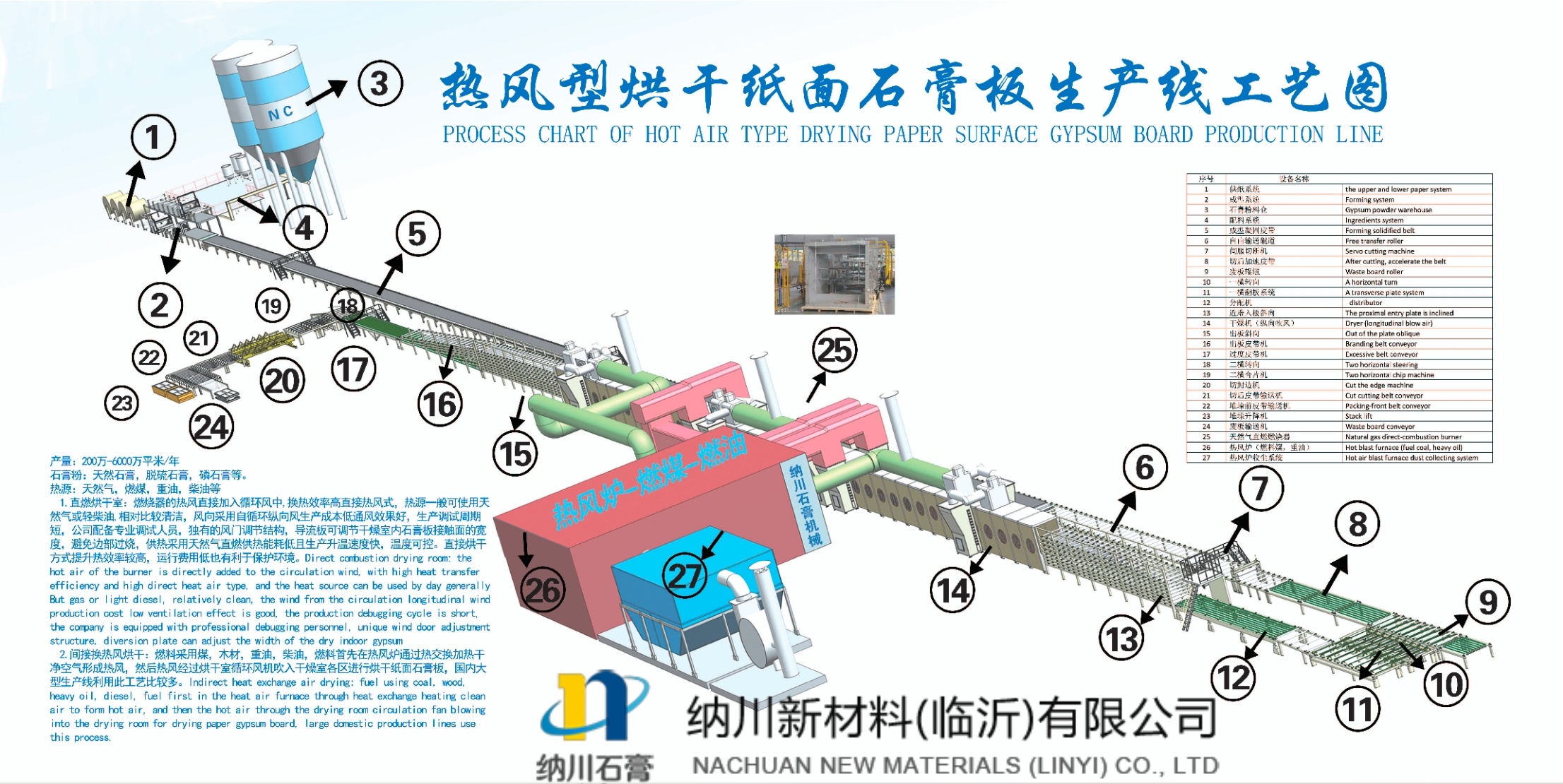
石膏板制造工艺流程
如何制造石膏板? 答案是 石膏板生产线 。石膏板的制造过程可以分为以下六个步骤:
- 原材料输送 :石膏粉和其他添加剂,通过自动计量系统和输送系统进入搅拌机。混合后,由混合器产生的石膏浆均匀地分散在连续移动的体纸表面。
配料糸统准确 ,淀粉搅拌罐采用的是不锈钢罐 ,使用时间长腐蚀性低 。发泡剂储备罐采用不锈钢罐 。发泡系统采用国内先 进技术, 动静态发泡系统 . 生产出的板子重量轻 ,韧性好 ,节约成本.
- 配料系统:配料系统准确,淀粉搅拌罐采用的是不锈钢罐,使用时间长腐蚀性低。发泡剂储备罐采用不锈钢罐,发泡系统采用先进技术,动静态发泡烯烃,生产出的板子重量轻,韧性好,强度高,节约成本。
- 混合 :通过连续输送给料和转动混合,石膏浆液会逐渐扩散并均匀地分散在移动体纸的表面。然后它进入成型机并与顶部纸张复合。
成型 :通过挤压和成型过程,石膏浆料将被顶部纸和主体纸密封。这样就形成了浆状连续石膏板。湿石膏板是通过定型皮带输送的,目前是在板材成型、自然凝固、自动切割后逐渐形成的(切断机采用伺服驱动装置控制,打断精确到1毫米)。湿板由程序控制系统排列,通过1#水平输送机经过翻板机,翻板后两张石膏板并齐经过不锈钢托辊传动,然后通过分配桥快速进入进板端,后慢慢进入干燥机。
- 干燥机 :在干燥机的温度区域内进行严格的控制采用采用热风内循环方式进行设计的 ,在干燥机内使用全封闭系统 ,保证了热风在热传递过程中热量损失小化 , 从而降低了能耗需求。在烘干过程中整个干燥室分为若干个区 ,我们根据各个区所需的温度来调节热风的温度和流量 ,干燥室温度控制均匀 ,能更好的节省能源。湿板将通过不同温度的热空气进行干燥,将改性淀粉在石膏粉中加热牵引让石膏粉粘在纸上,出来板子硬度强且不脆,然后干燥的石膏板将被运出干燥机。
- 切割和密封 :然后将石膏板再次翻转并折叠在一起(面朝内),精切割成一定尺寸的成品,边缘密封,这将满足客户的要求
- 码垛 :最后,输送皮带横移输送到升降机上配合对齐机械自动对齐码垛,它们可以在对齐码垛一定数量后用叉车运送到仓库。
下一条
微信
